Feedscrew Rebuilding
FEEDSCREW REBUILDING
Screw Repair, Reconditioning & Restoration
Feed Screws have the ability to be rebuilt to allow for multiple uses once the feedscrew has been worn beyond its processing capabilities. How does the extruder screw and barrel repair happen?
The Rebuilding process:
Upon arrival at Glycon’s Innovation Lab a screw is the subject of a complete inspection that details, among other things, the amount of flight and root wear as well as the structural integrity of the steel. A multitude of measurements are taken to determine whether the screw is a suitable candidate for rebuilding. These would be measurements such as the outside diameter of the flights, root depths and flight radii to determine wear. Dye checks are performed to those areas that appear to show structural fatigue to determine steel integrity. Upon the completion of the physical inspection a report is sent to the Engineering Department for review. It is at that point the full extent of the work required to bring the feed screw back within original specification is determined. Upon Engineering’s recommendations a quote is prepared and presented to the customer setting forth the work to be done, lead time and cost of the rebuild.
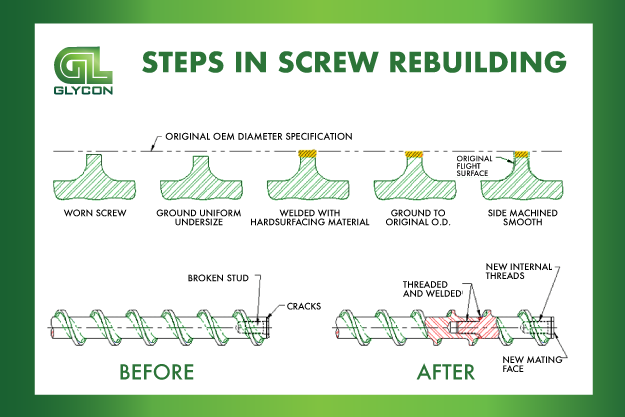
The actual feed screw repair process begins with stripping the existing chrome plating off the feedscrew (for the minority of feedscrews that are not chrome plated this step is obviously omitted).
The screw then has the hard facing on the top of the flights ground down by the use of an OD grinder or outer diameter grinder. At that point a new bead of weld is placed on the top of the flights via a Plasma Transfer Arc welder with the recommended hard facing material. The screw then is put in a cooling tank to slow cool for a period of time to ensure that the weld bonds to the base metal. Once the screw and weld have cooled the screw then goes back to the OD grinder to be ground to the pre-chrome plating flight OD specifications followed by a trip to the side grinder to finish the reconstruction of the flight.
Those rebuilt screws that require chrome plating then make their way to the belt polishing machine in order to prepare the screw’s surface for the chrome plating process. Once the screw has been chrome plated it is placed back in the OD grinder for a final OD operation to bring the OD of the feed screw to finish specifications. As a last measure the feed screw is buffed to a mirror finish.
Glycon cautions customers on rebuilding a feed screw more than two times since each time the rebuild process is completed the original geometry of the feed screw is slightly altered. After two rebuild operations the flights of the screw have been side grinded to a point that has altered channel volume and flight width, both of which can affect processing characteristics.