DM2™ Mixing Screws
.

What Makes The DM2™ Different?
The DM2™ High Performance Feedscrews produce 15-20% more output than a typical barrier screw with 25% less shear. The DM2™ name refers to the distributive mixing and melting action that takes place. Taking advantage of the latent heat in already-melted polymer to help raise the temperature of unmelted pellets, these low-shear injection tip molding screws approach gives molders and extruders some key advantages:
• less shear-induced degradation
• faster recovery rates
• better color mix
• lower melt temperatures
• reduced scrap rates
• elimination of splay
• more uniform melt
15-20% more output with 25% less shear
Conventional feedscrews, and even barrier screws, use a melting mechanism based on high shear between the barrel wall and the unmelted pellets, commonly referred to as “dissipative melting”. Since approximately 90% of the polymer is melted by high shear, melt temperatures are correspondingly high, especially at high throughput rates. This is both inefficient and potentially damaging to heat-sensitive materials.
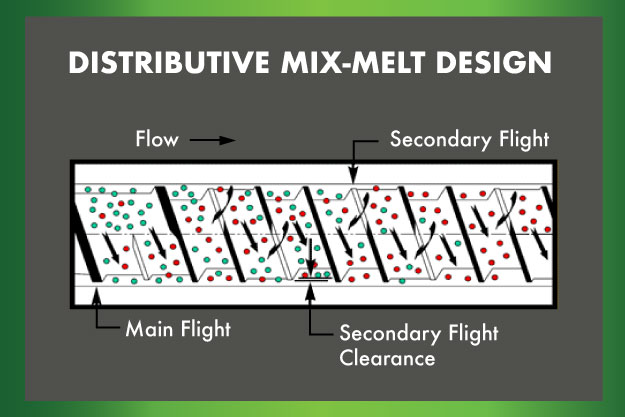
The DM2™ screw, on the other hand, has a thermal “crossover zone” that is positioned along the screw at a point where 70-80% of the polymer is melted. This unique configuration of channels and undercut flights allows melt, as well as pellets, to interact without excessive pressure build-up. As the plastic crosses over the undercut flights, it tumbles into the next channel. The crossover is repeated several times, resulting in an unwinding effect such that the inner or core layer in one channel becomes the outer or skin layer in the other. This yields homogeneity in melt properties as well as melt temperature. Unmelted pellets are continuously mixed with melted material so that thermal energy is transferred from the molten polymer to any unmelted pellets.
This crossover effect has two results: first, pellets are heated and eventually melted with much less shear than is normal in conventional screws; and second, by transferring heat out of the molten material, there is less chance of degradation or hot spots in the melt as it is moved further downstream. Throughput is actually improved by the fact that virtually every unmelted pellet is surrounded by molten material. More pellet surface area is exposed to melting temperatures than would ever be possible with a conventional screw.

DOWNLOAD THE DM2™ DATA SHEET – SPANISH
